
This blog will introduce various metals industry encoder applications and discuss typical challenges. These challenges can be grouped into Environmental Challenges and Mechanical Duty Challenges.
The reasons why optical encoders fail to overcome the challenges found in metals applications will be discussed.
Optical encoders, which have been used in metals applications for many years, never met the demanding reliability requirements of the metals industry. Quite simply, optical encoders are vulnerable to myriad kinds of damage:
- The optical disk may shatter during vibration or impact
- The bearings fail due to stresses
- Oil, dirt, or water gets inside the encoder due to seal failure
Most styles of optical encoders come sealed from the factory. Over time temperature cycling causes pressure changes and seals fail, which creates a path to the inside of the encoder. Often, the cause of the problem is simply moist air which enters the encoder and then condenses, rains, or freezes inside the encoder.
Optical Encoder Environmental Considerations
Dirt + Water = A Potent Combination for Problems
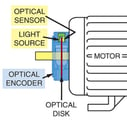
Optical encoders use an internal, stationary light source, usually an L.E.D., to shine light through a rotating disc (rotor) containing machined slots or etchings. A mask of light sensors detects the resulting shadow and light bars and creates the pulses as shown in the figure below.
 The main problem with this sensing type in metals applications is dirt and water penetration over time interfering with the machined slots or etchings in the rotor. The optical encoder works well when it is brand new because the machined slots or etchings are precise and free of contaminants.
The main problem with this sensing type in metals applications is dirt and water penetration over time interfering with the machined slots or etchings in the rotor. The optical encoder works well when it is brand new because the machined slots or etchings are precise and free of contaminants.
But over time, dirt and water inevitably penetrate the encoder causing the rotor slots or etchings to lose their precision.
Sealed “Tighter than a Drum” is Good……Right?
Environmental protection ratings are then used to classify the encoder against the ingress of foreign contaminants. The two-digit IP (International Protection) Rating classifies the degrees of protection provided against the intrusion of solid objects like dust and water in electrical enclosures.
The first digit indicates the level of protection that the enclosure provides against the ingress of solid foreign objects. The second digit indicates the level of protection that the enclosure provides against the ingress of water. In fact, optical encoder manufacturers routinely seal the encoder so tight that outlandish I.P. ratings are now common. I.P. ratings of 66 or 67 are now common place for optical encoders.
Temperature Effects Quickly Deteriorate Reliability
But when temperature and, especially, temperature cycling, enter the equation, tightly sealed encoders and the IP rating methodology are quickly proved invalid.
So the challenge for the encoder designer is to design an encoder that can withstand the adverse effects of dirt and water penetration while at the same time breathing so that condensation caused by temperature cycling is eliminated.
Optical Encoder Mechanical Considerations
Shock + Vibration = A Potent Combination for Problems
The internal positioning and alignment will have a direct effect on the shape of a single pulse and the pulse-pulse relationship of the encoder output. This will result in deterioration of the ideal pulse characteristics shown in the diagram below:
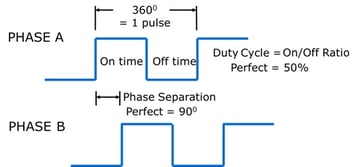
When the pulse duty-cycle or the pulse-pulse phase separation becomes erratic, the speed of the metals process with the encoder also becomes erratic. Shock and vibration will wreak havoc on the internal positioning and alignment of sensitive optical components and can easily cause problems with the metals process being controlled.
For more detailed information about rotary sensors in the metals industry, download our white paper here:

Interested in regular updates about rotary sensors in the metals industry, including the pros and cons of tach-generators, incremental encoders, selsyns, resolvers and absolute encoders? Sign up for our blog update here: